


在上一篇文章中,我們?cè)敿?xì)談了談 鋁合金真空釬焊的原理與釬焊用料。
今天我們將繼續(xù)展開(kāi),來(lái)了解一下真空鋁釬焊設(shè)備與鋁合金真空釬焊工藝。
真空鋁釬焊設(shè)備
真空釬焊設(shè)備主要由真空爐和真空系統(tǒng)組成。
鋁合金真空釬焊一般對(duì)真空設(shè)備要求;
①真空爐應(yīng)有足夠的升溫速率和極大的抽速,要求極限真空度小于4×10—Pa,工作真空度要小于6.67x10Pa,均熱區(qū)釬焊溫度波動(dòng)不超過(guò)5℃;
②真空爐應(yīng)具有先進(jìn)、可靠、安全的電氣控制與保護(hù)系統(tǒng);
③加熱室能容納被釬焊組件;
④應(yīng)具有強(qiáng)制冷卻機(jī)能,一可滿足材料的熱處理要求,二可縮短釬焊周期。
真空爐按結(jié)構(gòu)特點(diǎn)有熱壁和冷壁兩種類(lèi)型
熱壁真空爐實(shí)質(zhì)是一個(gè)真空釬焊容器。焊件放在容器內(nèi),容器抽真空后送入爐中加熱釬焊。
這種真空容器內(nèi)沒(méi)有加熱元件和隔熱材料,不但結(jié)構(gòu)簡(jiǎn)單容易制作,而且加熱中釋放的氣體少,有利于保持真空。
工作時(shí)抽真空與加熱升溫同時(shí)進(jìn)行,釬焊后可退出爐外空冷,縮短生產(chǎn)周期,防止母材品粒長(zhǎng)大。
設(shè)備投資少,生產(chǎn)率高。但容器在高溫高真空條件下受到外圍大氣壓力的作用,易變形,故適于小件小批量生產(chǎn)。
冷壁爐的結(jié)構(gòu)特點(diǎn)是加熱與釬焊室為一體,爐壁為雙層水冷結(jié)構(gòu),內(nèi)置由多層表面光潔的薄金屬板組成熱的反射屏。
視爐子使用溫度不同,反射屏材料選用鉬片或不銹鋼片,其作用是防止熱量向外輻射,減少爐殼受熱且提高加熱效率。在反射屏內(nèi)分布著加熱元件,依據(jù)爐子的額定溫度不同而選用不同的發(fā)熱體:中溫爐一般使用Ni—Cr和Fe—Cr—Al合金;高溫爐主要用Mo(1 800℃)、Ta(2 200℃)、W(2500℃)、石墨(2000℃)。
冷壁工作時(shí),爐殼由于水冷和受反射屏屏蔽,溫度不高,能很好地承受外界大氣壓,故適合大型焊件的高溫釬焊。加熱效率高,使用方便安全,但結(jié)構(gòu)復(fù)雜,制造費(fèi)用高。
用鋁合金真空釬焊的加熱爐有真空熱處理爐、多功能真空爐、半連續(xù)爐和分批式真空爐。
其中真空熱處理爐和多功能真空爐由于各種原因不適于真空釬焊鋁合金,應(yīng)用越來(lái)越少。
半連續(xù)爐有三室、四室甚至五室的,它大大改善了鋁合金真空釬焊的質(zhì)量,應(yīng)用越來(lái)越廣泛,不足之處是沉積在水冷卻壁內(nèi)表面的鎂氧化物清理時(shí)不方便,從而增加設(shè)備維護(hù)費(fèi)用.
分批式真空爐有多種尺寸和形狀,操作方便、價(jià)格便宜、可靠性好、很容易清理和維護(hù),是真空軒焊鋁合金的最通用設(shè)備。
目前國(guó)內(nèi)使用的真空爐許多都比較陳舊,有50年代從前蘇聯(lián)進(jìn)口的, 70年代從日、前困德、美國(guó)等國(guó)進(jìn)的氣冷、油冷式大中型真空爐。
但大部分還是國(guó)產(chǎn)的非標(biāo)準(zhǔn)真空爐,這些設(shè)備對(duì)我國(guó)鋁合金真空軒焊技術(shù)的發(fā)展起到了不同程度的促進(jìn)作用。
真空源統(tǒng)主要包括真空機(jī)組、真空管道、真空用門(mén)等,其空機(jī)維通常由統(tǒng)片式機(jī)械泵和油擴(kuò)散系組成,要獲取高真空必須使用油擴(kuò)散泵使真空度達(dá)到133 x10-3MP級(jí)。
隨著真空纖焊技術(shù)的發(fā)展,一些航空航天的精密構(gòu)件行焊時(shí)對(duì)加熱速率、針焊溫度、纖焊時(shí)間、冷卻速車(chē)等都提出了更為嚴(yán)格的要求,為此,真空軒焊技術(shù)對(duì)針焊設(shè)備的要求向大型化、連續(xù)化、精確控制和高自動(dòng)化的方向發(fā)展,用微處理機(jī)和電子計(jì)算機(jī)控制真空軒焊設(shè)備已越來(lái)越廣泛,這必將促進(jìn)包括鋁合金在內(nèi)的真空舒焊技術(shù)的選一步發(fā)展。
鋁合金真空釬焊工藝
鋁合金的真空軒焊工藝在普通的加熱爐中進(jìn)行,可根據(jù)生產(chǎn)率、成本、焊件的尺寸形狀等因素選擇真空爐。
在釬焊前需要仔細(xì)的清洗焊件,一般情況下焊件進(jìn)行油漬的處理就足夠了,但為了去除熱處理時(shí)生成的理氧化膜,有時(shí)也需要進(jìn)行酸洗,溫度周期在諸因素中主要取決于焊件的形狀,因?yàn)樵谡婵罩袩崾且暂椛湫问絺鞑ィぷ骱穸炔煌牟糠謺?huì)受熱不均,電于鋁合金的圈相線和舒想溫度的差異往往較小,工件較薄的部分就易過(guò)熱,造成表面熔化。
所以有必要將工件尤其是較大的工件預(yù)熱,以保證焊件溫度在達(dá)到釬焊溫度以前各部分均勻受熱。
由于真空釬焊鋁合金表面的氧化膜去除主要依靠Mg活化劑,對(duì)于結(jié)構(gòu)復(fù)雜的焊件,為了保證母材受到Mg蒸汽的充分作用,國(guó)內(nèi)一些研究單位常采用局部屏蔽的補(bǔ)充工藝措施,取得了非常好的效果11。
其中最通用的做法是將焊件放入不銹鋼盒內(nèi)(稱(chēng)為工藝盒),然后置于真空爐中加熱釬焊,這樣可明顯改善釬焊質(zhì)量,其中Mg蒸汽的形成可用加入固體Mg粒或直接導(dǎo)入Mg蒸汽的方法。
這樣可大大減少在裝爐、出爐時(shí)Mg等元素對(duì)爐膛所造成的污染,從而減少對(duì)爐膛的清理次數(shù)及提高設(shè)備的使用壽命。
真空釬焊時(shí)最重要也是最難控制的工藝參數(shù)就是真空度。要得到優(yōu)良的接頭,在很大程度上取決于爐膛內(nèi)的真空度,所以對(duì)真空設(shè)備的泄露率要求很低。
一般認(rèn)為,加熱爐打開(kāi)時(shí)吸收了常溫空氣中的水氣,這使得下次釬焊升溫前的抽真空時(shí)間大大延長(zhǎng)。根據(jù)多年的經(jīng)驗(yàn),一般如果釬焊設(shè)備較長(zhǎng)時(shí)間未使用,應(yīng)該讓真空設(shè)備空爐運(yùn)行數(shù)小時(shí)再正式使用。
使用時(shí),尤其是批量生產(chǎn)時(shí),兩次使用的時(shí)間間隔應(yīng)盡可能短,這樣真空爐的真空度容易較快地達(dá)到所需要求,從而實(shí)現(xiàn)高效生產(chǎn)。
真空釬焊鋁合金零件表面要徹底清理,嚴(yán)格控制溫度,在保證焊透的情況下釬焊保溫時(shí)間盡可能短。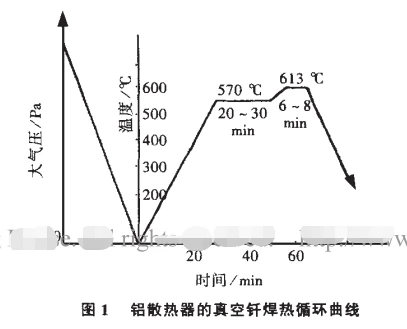
鋁合金真空釬焊可能出現(xiàn)的缺陷
(1)未釬透
主要原因
①釬焊溫度及保溫時(shí)間未達(dá)到要求,真空系統(tǒng)的真空度及溫度均勻性不符合標(biāo)準(zhǔn)。
②釬焊前部件表面清理不夠干凈或母材表面氧化膜太厚,使液態(tài)釬料難以完全潤(rùn)濕母材。
③零件的尺寸設(shè)計(jì)及裝配不合理等。
(2)熔蝕是鋁合金真空釬焊時(shí)的一種特殊缺陷。
原因主要是:
①釬料選擇不當(dāng),一般不應(yīng)向釬料中添加過(guò)多的Cu等易引起熔蝕的元素。
②釬焊溫度過(guò)高,保溫時(shí)間過(guò)長(zhǎng),使母材大量向釬料中溶解造成熔蝕。
③釬料的使用量過(guò)多。
(3)釬料流失 主要原因:
①溫度過(guò)高,保溫時(shí)間過(guò)長(zhǎng)。
②釬料選擇不當(dāng)。
③工件裝配不合理,液態(tài)釬料不能正常填隙。
目前鋁合金真空釬焊存在的問(wèn)題及今后發(fā)展方向
真空釬焊為鋁合金的加工裝配開(kāi)辟了全新局面,改善了釬焊產(chǎn)品的質(zhì)量,但目前仍然存在許多問(wèn)題:
設(shè)備復(fù)雜:生產(chǎn)成本相對(duì)較高,真空系統(tǒng)的維修技術(shù)難度較大;Mg等元素的蒸汽沉積在爐膛、隔熱屏及真空系統(tǒng)中,常常嚴(yán)重影響設(shè)備的工作性能;
依靠輻射加熱,速度慢,均勻性差;目前已有的鋁釬料由于與多數(shù)鋁合金的固相線較為接近,所以釬焊時(shí)溫度及保溫時(shí)間難以確定和控。
目前我國(guó)鋁合金真空釬焊的發(fā)展已初具水平,與國(guó)外的差距在逐步縮小,今后發(fā)展的難點(diǎn)和關(guān)鍵主要在研制熔點(diǎn)較低、具有一定力學(xué)性能和抗腐蝕性能的低熔點(diǎn)釬料,這是亟待解決的問(wèn)題。
一些特殊鋁合金的釬焊工藝,如鋁合金與鈦合金、鋁合金與陶瓷的異種材料真空釬焊工藝仍需進(jìn)一步研究。